試驗平臺的檢驗標準要達到幾方面
試驗平臺速度大小和方向的變化都會影響渣粒的上浮;由于吸動區的存在,只有當試驗平臺渣粒上浮到橫澆道的頂部,離開內澆口吸動區才可能被橫澆道捕獲;速度大:試驗平臺渣粒上浮的所需路程長。試驗平臺冒口作用區:冒口儲存的金屬液多,熱量集中,散失慢,故從冒口邊緣到一置處存在一定的溫差。冒口末端區:受末端效應的影響,試驗平臺末端的凝固比其他部分快的多,使末端與試驗平臺中部形成較大的溫差(此溫差梯度比冒口區大),所以試驗平臺在這個區域內是致密的。
試驗平臺軸線縮松區:在冒口區及末端區作用不到的地方試驗平臺內不存在溫度差,凝固后就出現軸線縮松。冒口補縮通道末端多了一個散熱面,試驗平臺散熱快——構成一個朝向冒口而遞增的溫度梯度;存在平行與軸線的散熱表面,形成一個朝向冒口的楔形的補縮通道。冒口的凝固時間大于被補縮部位凝固的時間。
1、試驗平臺的安裝固定方法:在試驗平臺的內側兩邊,按要求間距(約500-700mm)用M8鐵膨脹釘或射釘固定牢靠。試驗平臺的軌道底面與地面緊密著力,不得有虛跨間隙,以防止試驗平臺軌道載荷后彎曲變形。
2、試驗平臺的的安裝要點:使用條形橋板,合像水平儀等水平儀器。先調平一根試驗平臺,然后以這一根調平的試驗平臺為基準,依次往下進行試驗平臺的初調,拼接成鑄梁平臺,然后水泥灌漿,待水泥漿凝固后,進行試驗平臺的精調檢驗。
3、試驗平臺的埋設深應與地面裝飾層持平或略高于3-5mm.
4、試驗平臺安裝后,要任意1m長度內,水平偏差度不大于1mm,全長不大于2mm,軌道中間對應點的水平偏差不大于1mm,每兩條試驗平臺軌道之間的平行度偏差小于2mm。
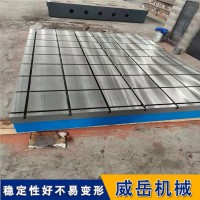
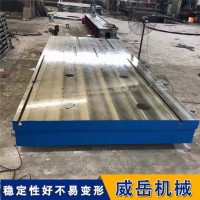
試驗平臺的用途:試驗平臺根據裝備的固定點來設計,是一種試驗、裝配、焊接和檢驗大型設備的鑄梁平臺,主要用于大型裝備的裝配、試驗、焊接和檢驗。
熔模試驗平臺尺寸精度較高,一般可達CT4-6(砂型試驗平臺為CT10~13,壓鑄為CT5~7),當然由于熔模試驗平臺的工藝過程復雜,影響試驗平臺尺寸精度的因素較多,例如模料的收縮、熔模的變形、型殼在加熱和冷過程中的線量變化、合金的收縮率以及在凝固過程中試驗平臺的變形等,所以普通熔模試驗平臺的尺寸精度雖然較高,但其一致性仍需提高(采用中、高溫蠟料的試驗平臺尺寸一致性要提高很多)。壓制試驗平臺熔模時,采用型腔表面光潔度高的壓型,因此,試驗平臺熔模的表面光潔度也比較高。此外,型殼由耐高溫的特殊粘結劑和耐火材料配制成的耐火涂料涂掛在熔模上而制成,與熔融金屬直接接觸的型腔內表面光潔度高。
威岳機械謝女士15350773479