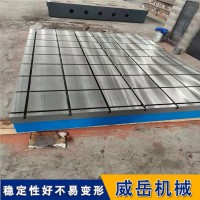
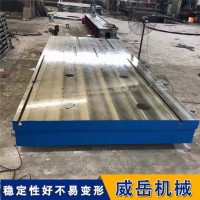
T型槽試驗平臺的制作過程及檢定前的準備工作和過程
當按T型槽試驗平臺對角線原則評定時,則取其大偏差于小偏差的代數差為所求平面度誤差值;當按T型槽試驗平臺小條件原則評定時,則將計算出相對理想平面的偏差作為對角線法的原始數據。計算法應用計算公式獲得平面度誤差值。該法有計算的優點,但需事先判準高低點,否則將造成計算錯誤或影響其計算準確度。圖解法獲取T型槽試驗平臺平面度原始數據:圖解法是一種幾何作圖求解法。
它是以T型槽試驗平臺各測點的測量值按比例在進角坐標系上描點,用作圖方式從坐標圖上量取平面度偏差值。它有簡單、直觀的優點,但該法需用坐標紙準確作圖,且有作圖誤差,適合現場使用。旋轉法獲取T型槽試驗平臺平面度原始數據:旋轉法是將T型槽試驗平臺測基面經過適當變換(旋轉或平移),使測量基面和評定基面重合,獲得符合小條件的位置,通過測量數據的交換獲取平面度誤差。該法不需使用繪圖或計算工具,有簡便易行的優點,具體操作時常需做多次旋轉,對不熟練者效率不高。但該法是基本的方法,只要掌握旋轉要領,終必能達到目的。
鉗工在刮研T型槽試驗平臺操縱時刀跡運作有3種方法,即直推法、直推加扭轉法、左右扭轉法。直推法產生長方塊、三角塊。T型槽試驗平臺表面呈現微波形,鑄鐵平板表面質量較差,相宜粗刮;直推加扭轉法產生反“6”塊、正“6”塊形,鑄鐵平板表面呈細微波形,T型槽試驗平臺表面質量光滑相宜細刮。左右扭轉法產生正鱗塊、反鱗塊、燕翼塊、燕身塊等,鑄鐵平板表面呈細曲紋波形,T型槽試驗平臺表面質量光亮光滑,宜精刮或刮花。
從刮削過程看,刮削是協力作用的過程,操縱純熟程度決定了刮削質量的優劣。在刮研全過程中,一般都要經歷粗刮、細刮、精刮3個階段。粗刮階段:粗刮的首要任務應先解決形位誤差題目。好比車床溜板燕尾導軌的兩端平行度,如不先解決好,留到粗刮好后再解決平行度,不但費工費時而且延誤工期。
由于技術要求較高,T型槽試驗平臺毛坯的鑄造工藝遠較一般鑄件復雜。此外,T型槽試驗平臺毛坯除檢查尺寸,位置精度及外觀外,有的還有作金相組織、力學性能、耐腐蝕性能及無損探傷等多種檢驗,故T型槽試驗平臺的檢驗工藝也較復雜。T型槽試驗平臺在機床上安裝比較困難。T型槽試驗平臺的結構、形狀比較復雜,有些件屬壁薄、細長件,剛性差。在機床上加工時,和裝夾都比較困難,因此往往需要復雜的專用夾具。
有的T型槽試驗平臺T型槽試驗平臺,基面的精度較低,表面粗糙度較高,有時甚至采用非加工表面。而被T型槽試驗平臺加工密封面等部位的精度和表面粗糙度要求都很高,故得難保證加工質量。因此,為滿足工藝上的需要,往往須提高基面的精度和降低表面粗糙度,或在非加工表面上加工出基面,這就增加了T型槽試驗平臺制造工藝的復雜性。
聯系人威岳機械謝女士15350773479