大理石量具
的技術要求:
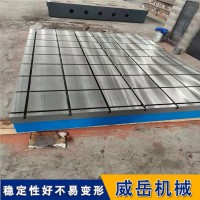
一、平臺應采用細密的灰口鑄鐵等材料制造,其工作面硬度應為170~220HB,平臺的鍛造表面應清晰型砂且平整,涂漆。
二、平臺工作面不可以有嚴峻影響外觀和使用機能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點等缺陷。
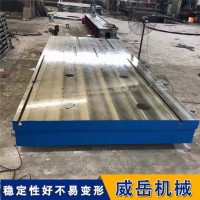
三、平臺相對兩個側面上,應有安裝手柄或吊環裝置的螺紋孔(或圓柱孔),且裝置位置的設計應盡量減少因搬運而引起的變形,若平臺工作面上設置螺紋孔(或溝槽),其部位應不高于工作面。
四、精度等級為0級~3等級的平臺工作面上,直徑小于15mm的砂孔答應用相同材料堵塞,其硬度應小于附近材料的硬度,工作面堵塞的砂孔應未幾于4個,且砂孔之間的間隔應不小于80mm,平臺工作面通常采用刮削工藝,對采用刮削加工的3等級平臺工作面,其表面粗拙度Ra答應值為5μm。
大理石量具鍛造時的留意事項
一、大理石平臺
鍛造收拾整頓進程的操控,收拾整頓進程是量具鑄件冷卻后從鑄型中收拾整頓量具鑄件,以取得外表無缺點的量具鑄件,鍛造碾砂進程的操控,型砂的機能將直接影響量具鑄件的質量,因而,型砂大概具有不錯的濕強度、活動性、可塑性和讓步性等。
 二、鍛造澆注進程的操控,澆注前要對鑄水進行孕育和扒渣處置,在澆注進程中要不斷流、平穩,以防止沖砂而構成砂眼,跑火時要及時堵住漏鑄水的部位,并補足鑄水,以削減冷隔、澆缺乏等缺點。
三、舊砂-新砂-粘土-煤粉-水,混碾時刻定在6~7min,混碾后進行約5h左右調勻,調勻后進行過篩、打松后再用,使型砂具有疏松性,活動性等。
大理石量具平直度差錯值用小容納區域的寬度或直徑來鑒定。依照小區域鑒定大理石量具平直度差錯值的辦法成稱為小區域法。明顯按小區域法鑒定的平直度差錯,其抱負平面的方位契合小條件,所得平直度的差錯值為小,因此能夠合的使合格件經過。
實際丈量中,在滿意零件功能要求的前提下,答應選用近似的辦法來鑒定,例如用兩端點連線作為抱負直線來鑒定直線度差錯,以兩對角線樹立抱負平面鑒定平面度差錯等。一般按近似辦法鑒定的大理石量具平直度差錯值均大于按小區域法鑒定的數值,如該值契合圖樣要求則實際使用作用會良好,故能確定質量。但當選用不同鑒定辦法取得的丈量成果有爭議時,應以小區域法鑒定的成果作為仲裁量。
大理石往常我們應用越來越廣了,經常用大理石我們就會遇到很多的難題,大理石經常呈現的問題都有很多,容易有銹斑、變色、水斑、污染等這些都很難處置,也很難知道是什么緣由招致的,關于水斑呈現的緣由是比較復雜的。石材變色容易發作在石材穩定性差的品種上,在安裝石材的過程中石材就會變黃,時間長了整個石材面就變黃,這也是和空氣接觸所構成的氧化鈣的反響,特別是在施工的時分涂料和粘結劑都有揮發的成分,這樣也容易與石材發作化學反響,對石材的效果產生影響。
常見的
二、鍛造澆注進程的操控,澆注前要對鑄水進行孕育和扒渣處置,在澆注進程中要不斷流、平穩,以防止沖砂而構成砂眼,跑火時要及時堵住漏鑄水的部位,并補足鑄水,以削減冷隔、澆缺乏等缺點。
三、舊砂-新砂-粘土-煤粉-水,混碾時刻定在6~7min,混碾后進行約5h左右調勻,調勻后進行過篩、打松后再用,使型砂具有疏松性,活動性等。
大理石量具平直度差錯值用小容納區域的寬度或直徑來鑒定。依照小區域鑒定大理石量具平直度差錯值的辦法成稱為小區域法。明顯按小區域法鑒定的平直度差錯,其抱負平面的方位契合小條件,所得平直度的差錯值為小,因此能夠合的使合格件經過。
實際丈量中,在滿意零件功能要求的前提下,答應選用近似的辦法來鑒定,例如用兩端點連線作為抱負直線來鑒定直線度差錯,以兩對角線樹立抱負平面鑒定平面度差錯等。一般按近似辦法鑒定的大理石量具平直度差錯值均大于按小區域法鑒定的數值,如該值契合圖樣要求則實際使用作用會良好,故能確定質量。但當選用不同鑒定辦法取得的丈量成果有爭議時,應以小區域法鑒定的成果作為仲裁量。
大理石往常我們應用越來越廣了,經常用大理石我們就會遇到很多的難題,大理石經常呈現的問題都有很多,容易有銹斑、變色、水斑、污染等這些都很難處置,也很難知道是什么緣由招致的,關于水斑呈現的緣由是比較復雜的。石材變色容易發作在石材穩定性差的品種上,在安裝石材的過程中石材就會變黃,時間長了整個石材面就變黃,這也是和空氣接觸所構成的氧化鈣的反響,特別是在施工的時分涂料和粘結劑都有揮發的成分,這樣也容易與石材發作化學反響,對石材的效果產生影響。
常見的大理石機械構件
多用多問題主要有:水斑不干、鹽析泛堿(白華)、銹斑吐黃、霜凍破壞、表面腐蝕、色素污染(包括油污)、苔蘚生長及粉化剝落等。產生大理石量具問題的緣由和縮短運用壽命的緣由很多,歸結起來主要有兩個方面:一是內部緣由,即大理石量具的結構構造和化學成份惹起的變化;二是外部緣由:即開采加工方法、安裝施工工藝及運用環境等要素的影響。
高唐縣瑞景精密機械有限公司
(http://www.shandongruijing.com/
)成立于2011年,是一家生產花崗石構件
,大理石構件
,大理石平板
,大理石工作臺
的生產技術企業。本公司是集加工異型加工于一體的大型花崗石產品的生產企業,在產品生產、檢測過程中嚴格質檢,并可按不同的標準生產花崗石量具及花崗石機械構件產品。
大理石構件http://www.shandongruijing.com/
花崗石構件http://www.shandongruijing.com/
花崗石機械構件http://www.shandongruijing.com/
大理石機械構件http://www.shandongruijing.com/
花崗石底座http://www.shandongruijing.com/