焊接平臺減震支架的設計原理與材料,通過彈性材料,如橡膠或彈簧吸收振動能量,降低傳遞至鑄鐵平臺的沖擊力。實驗數據表明,合理設計的減震支架可減少70%-85%的振動傳遞。選用HT250灰鑄鐵,抗拉強度≥250MPa,確保支架穩定性。使用天然橡膠(邵氏硬度50-70)或聚氨酯,阻尼比需達到0.1-0.3。8.8級及以上高強度螺栓,預緊力需達到螺栓屈服強度的70%。
焊接平臺減震支架制作步驟與工藝要點,支架高度建議為150-300mm,長寬比不超過1:1.5,避免共振。采用三明治結構:鑄鐵基座+橡膠層+鋼板厚度≥10mm,層間用環氧樹脂粘接。按圖紙加工后需時效處理7天以上,消除內應力。橡膠硫化:溫度控制在140-160℃,壓力8-12MPa,硫化時間30分鐘。每組支架承重需均勻分布,單點荷載不超過設計值的80%設計承重1噸,實際使用≤800kg)。用百分表檢測平臺水平度,誤差應≤0.02mm/m。
定期檢查焊接平臺減震支架,每6個月一次,若硬度變化超過±5邵氏單位需更換。可通過增加配重或調整支架間距,間距500-800mm解決。小批量生產時可用模具鋼替代部分鑄鐵,降低30%成本,需重新計算強度。
焊接平臺通常采用灰鑄鐵作為基礎材料。灰鑄鐵的石墨片狀結構賦予平臺的物理性能,其阻尼系數是鋼材的610倍,能夠有效吸收設備振動,確保檢測精度不受外界干擾。此外,焊接平臺的熱穩定性使其在溫度波動±5的環境下,每米長度變形量不超過0.02mm,這對于需要測量的場景尤為重要。
焊接平臺采用箱型筋板結構設計,這種結構在減輕自重20%的同時,剛性提升35%。平臺底部設置“井”字型加強筋和三角形輔助筋,使載荷分布更均勻,能夠在10噸載荷下保持0.05mm以內的撓度。焊接平臺平臺表面經過特殊時效處理后,硬度可達HB180-240,既耐磨性又避免損傷被測工件。
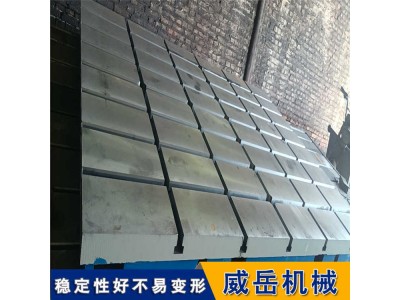
焊接平臺T型槽系統由貫穿平臺表面的縱向凹槽和嵌入其中的T型螺栓組成,槽口寬度常見規格有22mm、28mm、36mm等系列,槽間距按50mm或100mm模數設計。這種結構允許使用者通過T型螺栓快速固定工件或夾具,配合不同規格的壓板、擋塊等附件實現三維空間的柔性裝夾。